

��˿��оí��| ���ͳ�оí��| ������оí��| BOMí��| �����ͳ�оí��| �ܷ���/�¿�í��| ��о��оí��| �̴�ʽ��оí��|
Avlug®���ӿ���í��| Avsert®����ʽ����í��| Avtronic®����������í��| Briv®��ʽ����í��| Chobert®�հ��Ϳ���í��| Grovit®�����Ϳ���í��| NeoSpeed®����ʽ����í��| Rivscrew®����í��˿|


|
|
AC�ŷ�š��ϵͳ˵�� �C Z40ϵ��
�����͵�С�ͻ���������š��ϵͳZ40ϵ��ΪESTIC�ĵ��Ĵ���Ʒ��Ϊ��Ӧ�Բ��Ϸ�չ����˨�����š�������Ķ������������û����ߵ�������ESTIC�ڼ����˵������������µ�š�������Ļ����ϣ�ר�ſ�������һ�������Ʒ�ʺͲ������ܵ�Z40ϵ��AC�ŷ�š��ϵͳ���������IJ�Ʒ��Ƚϣ�����Ҫ�����µ��س���
��1��С�͡�������
�¿�����С�����ܿ�����ֻ��ԭ��Ʒ��1/3���ͱ����Ʒ�Ƚϣ�
������С�����ŷ�������ߵ�ԪҲ����С�ͻ�
��2�����ֻ����ٴ���
������32Bit CPU���ڲ������ٶ����
�ɽ���31���20�����š�����
���ٴ���ͨ�ŷ�ʽ����ʡ����ʵ�ִ�����������ͨѶ
���ʺϵ�������ƣ�š��ֹͣ�������
��3��ά�����ܵ����
����ʱ�ĸ���ʱ��ֻҪ2���ӣ�����ʵ�ʲⶨֵ��
ǰ�漯�п������߷�ʽ
�����������ڴ洢��š�������ϵͳ�������ʷ��¼������ģ������źţ�ά��ʱ״̬����ȫ����
��4����Խ�IJ�������
ͨ������ͨ�ţ�ʵ�ֶ�š�������ʾ��ά���ȵĿ�����Ӧ
ͨ����ӵ�PC����ʾ������װ��ר�ù������������ɷ����ʹ�ò˵������趨�������ʾ��ά�����Ե�
��5�����걸�Ĺ��ܱ���Ϊ����װ��
����Ť��/�Ƕȷ���Ť��/�Ƕȼ��ӡ�����Ƕȡ������㷨�ȶ��ֱ�š����ʽ����Ӧ��ʽ������š��Ҫ��
Ť�ر仯���ж��������ж����ܵ���š�����̼���š�����쳣
��6��ȫ������ݹ������ģʽ
š��������ж����������ݺ�ϵͳ����ȿ�ͨ�����ӿ������PC��PLC�ʹ�ӡ�����ⲿ����
����Ӧ�ֳ������磬ʵ�������ϴ�
ר�ŵ����ݹ��������������ݽ������ݿ����
1��ϵͳ����
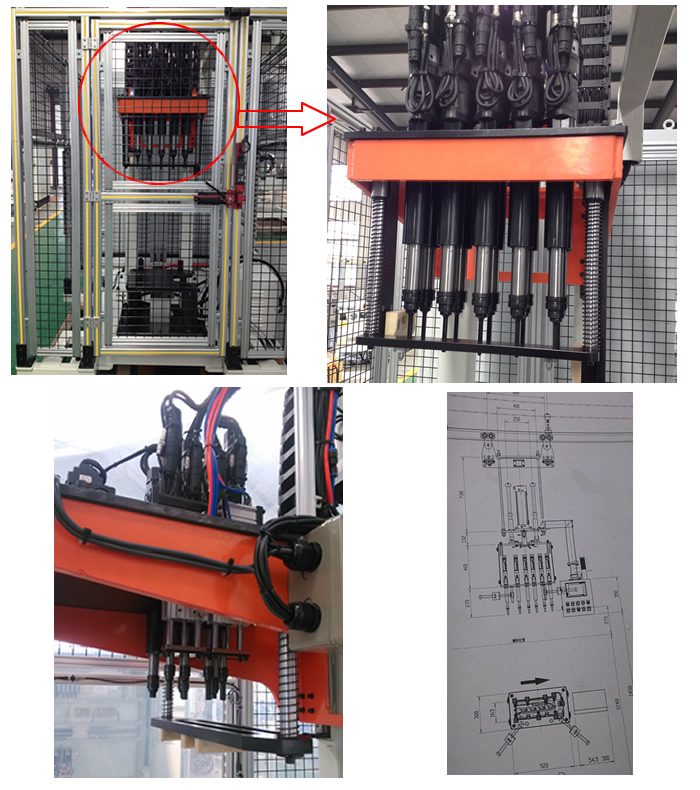
ESTIC��AC�ŷ�š��ϵͳ����һ�����Ӧһ������������ƣ�ÿһ����Ԫϵͳ��������������ߵ�Ԫ�����ӵ�����ɣ�ϵͳ�ṹͼ���£�
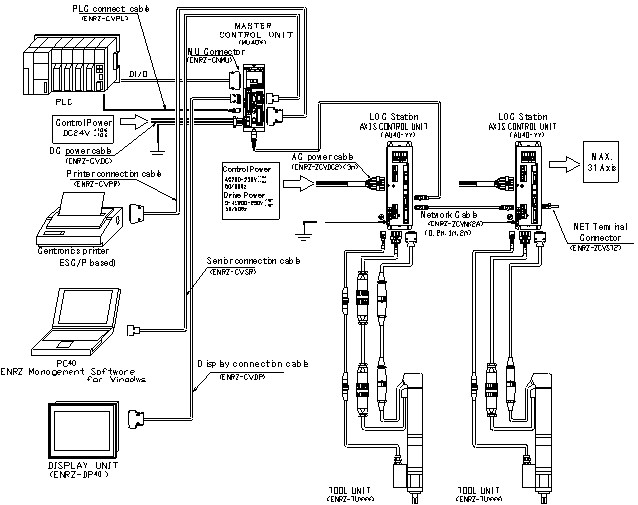
��ϵͳΪһ��һ���ƵĶ�Ӧ��ʽ�����ֹ���ʱ��Ѹ�ٲ����ų���
һһ��Ӧ�ĵ��½�ͷ��������ά���������е������ӡ�
1��Ť�ط�
һ�������ʹ�����Ľ��̿��Ʒ�ʽ������Ԥ���趨��Ŀ��Ť��ʱ��ֹͣš����ͬʱ�Է�ֵŤ���Ƿ�λ�����趨�����������ж������OK��NG������������ϵͳ���ԣ���Ť�������Ļ����ϣ��������˶�š��ʱ����ۺ��ж���
2��Ť�ط��Ƕȼ��
ʹ��Ť�ط�Ϊ�������н��̣����ж�Ť��������ͬʱ���ԽǶ����ݽ��в������ж��Ƿ����趨��Χ�ڡ�
3��Ť�ػ�Ƕȷ�
��Ť�ط��Ƕȼ�����ƵĿ��Ʒ�ʽ��Ŀ��Ť�غ�Ŀ��Ƕ�ͬʱ��Ч��ϵͳ�����ȼ���Ŀ��ֵ��Ϊֹͣ���Ʋ������ж���
4���Ƕȷ�
�ӽǶȼƲʼŤ��ֱ�����������趨��Ŀ��Ƕ�ʱֹͣš����ͬʱ�ж��Ƿ�λ�����趨�ǶȺ�Ť�ص�������Χ�ڣ�OK��NG�����
5������Ƕȷ�
���û��Ħ��������״̬�Ȳ��������أ�Ť�ص������ʺ���˨�����������ӳ����ȡ����ַ��������ô�ԭ������Ť�ص�������Ϊ�����нǶȿ��ơ�����Ť�ر仯���ȶ��������ڵ�Ť�ر仯���ݣ����������ĽǶ���㣬�����������ĽǶ���㿪ʼ����Ŀ��Ƕ�Ϊ�����������š���ĽǶȽ���š����ֹͣ���ж�Ť�غͽǶ��Ƿ����趨�ķ�Χ�ڡ�
6����������
����š�������ǰ���˨�����е��������н�������������š������������Ť�ر仯����������㣬���ɴ˵㿪ʼ��š�����趨�ĽǶ�ֵ���ڴ����ȶ������������״̬�����š����š�������жԽǶ����ݽ��в���������Ť�ر仯�ʣ���Ŀ��仯���Ժ���š��Ŀ��Ƕȡ�
3����Ҫ����˵��
��1��š��ϵͳ�������ɱ�����ģ�黯�ĵ�Ʒ��ɣ��ɸ����û���ʵ��ʹ��Ҫ����й����ϵ���ϣ���ʵ�������Ӧ��Ԫ�����ɻ�����
��2���Բ˵���ʽ��š�������Ʒ�ʽ��Ŀ��ֵ����������Լ��������ֹ��ܽ����趨���趨���ڿ������Ͻ��У�Ҳ��ͨ��PC������ר����ʾ����DP40�������С�
��3�����ɽ���30���20�����š�������̡�ͨ��������������ʵ�ָ���Ԫ���ᣩ֮���ͬ��Э���������ֱ����Լ����鶯���ȣ�������ָ��ӵĶ���š������Ҫ��
��4����ÿ��š�������пɶ�š�������Ʒ�ʽ�Լ�Ť��/�Ƕ�/�ٶ�/ʱ��/Ť�ر仯��/�ٶȱ仯ʱ��ȣ�����ֵ������ֵ��Ŀ��ֵ�������趨��ͨ�����������϶�����š������ʵ�ֿ��ơ�
��5��������6��š�����Ʒ�ʽ��Ť�ط���Ť�ط�/�Ƕȼ��ӡ�Ť�ػ�Ƕȷ����Ƕȷ�������Ƕȷ��������㷨���ɸ��ݹ���Ҫ������ѡ��Ӧÿ�ֿ��Ʒ�ʽ����Ӧ�IJ����趨�˵���
��6����ʾ���ܣ�����š��������ÿһ�ε�š��������������ݺ�����״����ʵʱ��ʾ������������Զ���ʾ�����ݺ��л��ٶȸ�����Ҫ�����趨������
��7��Ŀ����ӹ��ܣ�������š��������Ť�ء��Ƕȡ�ʱ�䡢Ť�ر仯�ʵȳ����趨��Χʱ�����������Դ�����ʽ��ʾ�������ݣ������жϡ�
��8���ж����ܣ���š��������ÿһ�ε�š����������ж�������ʾ���Ͻ���OK/NG��ʾ�������ж��ź��������NG�����Դ�����ʽ��ʾ�������жϡ�
��9����̬Ť�ر��ֹ��ܣ�����Ŀ��ֵ�����Ť�ر��֣�ʹ�������ȶ�����ֹŤ���½����ر����������Ӽ��м���е�Ȧ���ܷ���������
��10���ٶ��л����ܣ��ɰ�����Ŀ��Ť�صİٷֱȶ�ת�ٽ����л������ֹͣ���ȡ������ԶԼ��ٺͼ���ʱ������趨�������ٶȱ仯�������Ĺ��Գ����
��11��Ť�ر仯�ʼ��ӹ��ܣ���š���ȶ��η����䰴�Ƕȣ�ʱ�䣩������Ť�ر仯�������ж����Լ��ӹ�����š������״̬��
��12����˨��Ʒ�ʣ���֪���ܣ�ͨ�����趨����Ť�ر仯�ļ��ӿɼ�����˨�ӹ�Ʒ�ʲ�����ë�̡����Ρ��ȣ������š��������
��13�����Ʊ��ݹ��ܣ��������趨�ij���ɽ��и��ƺͱ��ݣ�������ɸ����ͬʱ�趨�Լ��ڳ���ʧʱʹ�ñ����ļ����ٸ��ơ�
��14������š��������ʾ���ܡ�
��15��ϵͳ�Զ�ʶ���ܣ������������Զ�ʶ�������ӵĸ�����������ߵ�Ԫ���ͺź���������ƥ��ʱ�Լ����趨ֵ�������ʱ������ʾ����ֹͣ���������ڸ���Ԫ���趨�������趨�����Ͳ������ʱ��ϵͳҲ���������������ô�����ʾ��
��16������ͨѶ���ܣ���ASC���뷽ʽͨ������ͨѶ�ӿں� PC��PLC��������ʾװ�ý�������ͨѶ��������������ɨ���ID��д�ӿڣ���������ź�š�������ֵ�ȶ�Ӧ�û����������������ϴ���ʽ��
��17�������Ӵ�ӡ����š�������ݴ�ӡ������ɸ���Ҫ���趨��ӡ�ĸ�ʽ�����ݣ���ӡ�����ݰ��������кš����ں�ʱ�䡢ͨ�������衢����š�����ݽ���Լ������ж��źŵȡ�
��18���������趨����������°�װ���������ٳ���ʱ����ʹ�ò˵��趨���Զ������������ʾ����ֵ������ʹ�á�
��19��ϵͳ��鹦�ܣ�ϵͳ�ɶԱ�������Ť�ش������Լ��Ŵ��·���ֽ��м�鲢�Զ�������������Χ������ʾ����鷶Χ���趨�����ڹ���ԭ�������µ���ʾֵ��ʵ��ֵ֮�������ʱ�������ֶ����е������ɽ��Ե��������Ҳ�ɶ�����ϵͳͬʱ������
��20���ɶ�ϵͳ���ں�ʱ������趨��
��21�����Թ��ܣ����жԸ��źŽ�������/���״̬���IJ˵�����������ת��������ά��ʱ�dz�����ع۲���ԡ�
��22������Ϻͱ������ܣ�ϵͳ��Դ��ͨ�Լ�ÿ��������ǰ�����Զ������ڲ���飬������ϵͳ�����ʱ�ᱨ�����Դ��뷽ʽ��ʾ�������ݡ�����ϵ����ݰ������ڲ�EEP-ROM��顢RAM��顢������������顢�趨���ݼ�顢�ڴ��顢Ӧ���顢��Դ�����顢CPU��顢���ü�顢FLASH ROM��顢HIC��顢���Ƶ�Դ��ѹ������ѹ���������������������ȱ����������ɱ�����ͨ�ż�顢���ٶȱ������Լ������쳣�ȡ�
��23�����ݼ��书�ܣ�ϵͳ�ڲ���������ʷ���ݺͱ������ݵȣ�����ά�������������������±���
|
������Ŀ |
�������� |
���䷽ʽ |
|
ϵͳ���� |
�D�D |
FLASH-ROM back-up |
|
š������ |
31 CH�� |
|
|
������ʷ���� |
2048�� |
Ring buffer��ʽ������FLASH-ROM back-up�� |
|
ϵͳ�����¼ |
50�� |
|
|
Ť���������� |
20000 point�� |
��ر��� |
4������Ԫ�������
�����������
|
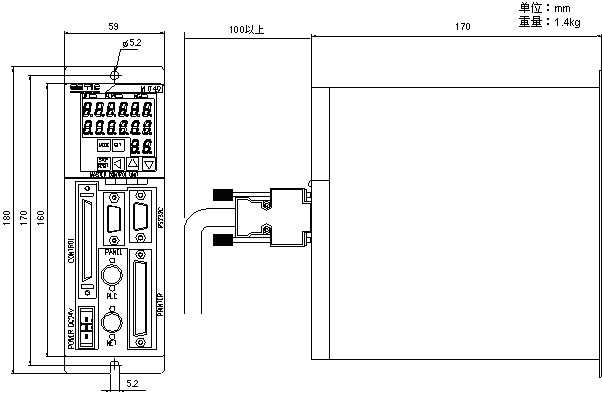
�ͺ� |
ENRZ-MU40 |
|
ʹ�û��� |
��ʴ�����塢����������ͽ�¶ |
|
��Χ�¶� |
0~45 �� |
|
��Χʪ�� |
90% RH���� |
|
���Ŷ� |
��Դ�ߣ�1500Vp-p 1��s ���β���noise simulator�� |
|
��ʾ���� |
6�ַ���2�С�2�ַ���1�� 7��LED��Һ������ʾ |
|
��������� |
31 channel |
|
����̲��� |
20 step |
|
NET������Ӿ��� |
31 �֣����Ծ֣� |
|
�������� |
21�㣬����������루DC24V ���ߵ���10mA/�㣩 |
|
������� |
38�㣬���������·���缫�����DC24Vʱ�����50mA/�㣩 |
|
�ⲿ��������ӿ� |
RS-232C��ͷ��PLC�ã�X 1�� RS-232C��ͷ��PC�ã�X 1�� ��ӡ�ӿڣ�Centronic����X 1�� |
����������
|
�ͺ� |
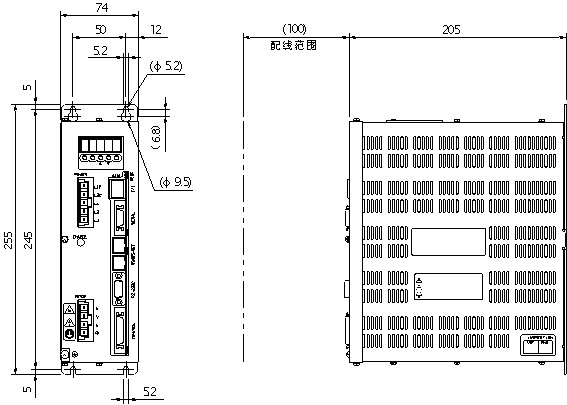
ENRZ��AU40��10 |
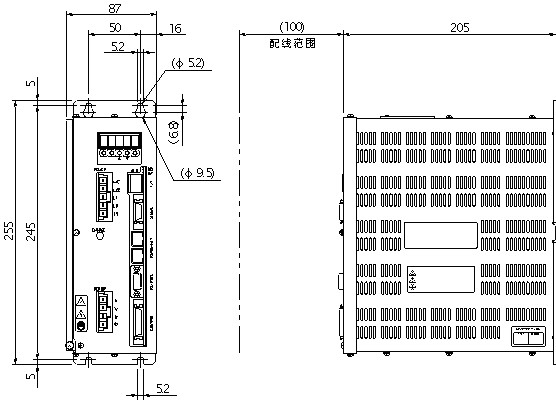
ENRZ��AU40��20 |
ENRZ��AU40��40 |
|
|
�������� |
100W |
200W |
400W |
|
|
���Ƶ�Դ��ѹ |
���� AC200��230V��10% 50/60 Hz |
|||
|
����Դ��ѹ |
����AC200��230V��10% 50/60 Hz |
���� AC200��230V��10% 50/60 Hz |
||
|
��ʾ・������ |
�����������졡����LED��ʾ���� ���ܼ��������� ָʾ�� ��OK��ALM��NG�� |
|||
|
�������� |
Photo Coupler Isolation��12�㡡��DC24V�����������mA���㣩 |
|||
|
������� |
Photo Coupler Open Collector Output��22�㡡��DC24V��max.50mA���㣩 |
|||
|
Channel�� |
31Channel |
|||
|
NET Ports |
RS-485��2 ports�����������������31�֣� |
|||
|
�ⲿͨ�Žӿ� |
RS-232C��1 port����9600bps �� 115.2kbps�ɱ䣩 |
|||
|
�Ƽ���ӡ�� |
Serial��ӡ�� EPSON�ƣ�VP��700 ��80�����ʱ�� CITIZEN�ƣ�IDP3423��40RJ ��40�����ʱ�� |
|||
|
���Ƶ�Դ���� |
���� VA |
|||
|
����Դ���� �����תʱ�� |
�������� kVA |
�������� kVA |
�������� kVA |
|
|
���Ƶ�Դ����ʱ ͻ�����ֵ |
Լ ���� Ao-p ������ʱ�䣺Լ ��ms�� |
Լ ���� Ao-p ������ʱ�䣺Լ ��ms�� |
||
|
����Դ����ʱ ͻ�����ֵ |
Լ ���� Ao-p ������ʱ�䣺Լ ������ms�� |
Լ �� Ao-p ������ʱ�䣺Լ ������ms�� |
||
|
���� |
Լ ��.����(kg) |
Լ ��.����(kg) |
Լ ��.����(kg) |
|
|
���� |
ENRZ-AU40-** ��AXIS�������� |
ENRZ-TU***-* �����ߵ�Ԫ�� |
|
ʹ���¶� |
0 �� 55�桡�����ᣩ |
0 �� 45�桡�����ᣩ |
|
ʹ��ʪ�� |
35��90��RH ����¶�� |
|
|
�����¶� |
��10 �� 70�棨���ᣩ |
��20 �� 60�棨���ᣩ |
|
����ʪ�� |
35��90��RH ����¶�� |
|
|
������ |
��ʴ�����塢������������ĩ����������ը������ |
|
|
��� |
1000m ���� |
|
��1��ENRZ-AU40-10---������2.5kg
��2��ENRZ-AU40-20 / ENRZ-AU40-40---������3.2kg(AU40-20) / 3.4kg(AU40-40)
š���Ṥ�ߵ�Ԫ
|
�ͺ� |
������� ��W�� |
�������� ( N・m ) |
Ť�طֱ��� ( N・m ) |
�Ƕȷֱ��� ( deg ) |
���ת�� ( rpm ) |
|
ENRZ-TU001-�� |
100 |
10 |
0.01 |
0.1 |
1224 |
|
ENRZ-TU003-�� |
30 |
0.02 |
468 |
||
|
ENRZ-TU008-�� |
200 |
80 |
0.1 |
714 |
|
|
ENRZ-TU013-�� |
130 |
0.2 |
500 |
||
|
ENRZ-TU020-�� |
200 |
0.2 |
291 |
||
|
ENRZ-TU040-�� |
400 |
0.5 |
148 |
||
|
ENRZ-TU060-S |
400 |
600 |
0.5 |
113 |
|
|
ENRZ-TU080-S |
800 |
1 |
83 |
Straight type
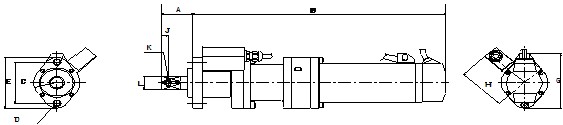
Offset type
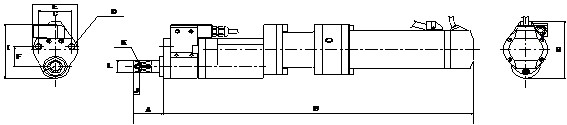
|
TOOL UNIT MODEL |
A |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
Weight (kg) |
|
ENRZ��TU001��S |
28 |
286 |
42 |
M5 |
��38 |
�� |
�� |
�� |
�� |
8 |
��3 |
9.5 |
1.9 |
|
ENRZ��TU001��O |
28 |
343 |
28 |
M5 |
38 |
18 |
�� |
�� |
79.5 |
8 |
��3 |
9.5 |
2.3 |
|
ENRZ��TU003��S |
28 |
292 |
42 |
M5 |
��38 |
�� |
�� |
�� |
70 |
8 |
��3 |
9.5 |
1.9 |
|
ENRZ��TU003��O |
28 |
349 |
28 |
M5 |
38 |
18 |
�� |
�� |
79.5 |
8 |
��3 |
9.5 |
2.3 |
|
ENRZ��TU008��S |
35 |
329 |
65 |
M8 |
80 |
�� |
85.5 |
65.5 |
�� |
8 |
��4.5 |
12.7 |
4.2 |
|
ENRZ��TU008��O |
35 |
399 |
46 |
M8 |
60 |
29 |
85.5 |
�� |
�� |
8 |
��4.5 |
12.7 |
4.7 |
|
ENRZ��TU013��S |
40 |
329 |
65 |
M10 |
80 |
�� |
85.5 |
65.5 |
�� |
9 |
��4.5 |
15.9 |
4.2 |
|
ENRZ��TU013��O |
40 |
412 |
44 |
M10 |
60 |
32 |
71.5 |
�� |
86.5 |
9 |
��4.5 |
15.9 |
5.2 |
|
ENRZ��TU020��S |
40 |
384 |
65 |
M10 |
80 |
�� |
85.5 |
65.5 |
�� |
9 |
��4.5 |
19 |
5.5 |
|
ENRZ��TU020��O |
40 |
468 |
36.5 |
M10 |
60 |
36.5 |
85.5 |
�� |
100 |
9 |
��4.5 |
19 |
6.5 |
|
ENRZ��TU040��S |
55 |
398 |
84 |
M12 |
100 |
�� |
100 |
71 |
�� |
14.5 |
��6.3 |
25.4 |
6.3 |
|
ENRZ��TU060��S |
55 |
455 |
88 |
M12 |
80 |
�� |
113 |
�� |
|
14.5 |
��6.3 |
25.4 |
12.0 |
|
ENRZ��TU080��S |
55 |
455 |
88 |
M12 |
80 |
�� |
113 |
�� |
|
14.5 |
��6.3 |
31.8 |
12.0 |
���ߵ�Ԫ�Ϳ����������
|
���ߵ�Ԫ |
������ϵĿ����� |
|
ENRZ��TU001���� |
ENRZ��AU40��10 |
|
ENRZ��TU003���� |
|
|
ENRZ��TU008���� |
ENRZ��AU40��20 |
|
ENRZ��TU013���� |
|
|
ENRZ��TU020���� |
|
|
ENRZ��TU040���� |
|
|
ENRZ��TU060��S |
ENRZ��AU40��40 |
|
ENRZ��TU080��S |
5������AC�ŷ�š��ϵͳ
ESTIC��š��ϵͳ���ý����ŷ����P��ʱ���Ƽ�����
AC�ŷ�ϵͳ���ֽ�������������Ӧ�ü���֮һ���ѱ�Ӧ���ڼ���������صĹ�ҵ����Ŀǰ���ֵĻ�������ϵͳ���Զ�����ϵͳ�Լ����ֿ���ϵͳ��������AC�ŷ�ϵͳ��
20����70�����ESTIC��PANASONIC���Ͽ�����ר��Ӧ����š�����Ľ����ŷ������Ժ�����������������²���������������ȡ���˴�ͳ��š��ϵͳ���õ��˹㷺��Ӧ�ã��봫ͳ��DC�ŷ���������ϵͳ�Լ�����������ʽ��Ƚϣ���Ҫ���������ص㣺
��ά��ϵͳ�����������ˢ��
�ɶ���ɢ�ȣ�������˲������ʱ��ʧС����˾��м��õ�ɢ�����ܣ������ȶ��ɿ���
����ʱ�ɱ��ִ�Ť�أ�������õ�Ť��/ת�ٱȣ���ͬ����Ť������¿��Ի�ø��ߵ�Ť�أ���Ӧ�ͻ�����Ҫ��
�ṹ��û��DC�ŷ�ϵͳ������Ļ�����λ�ã��������͵��ӻ���װ�ã���������ʵͣ��������㣬���и��õ�ά�����ܺ��͵�ʹ�óɱ���
����������ǿ���������Ӱ��С������Ӧ���㷺�����ӵĹ�ҵ�ֳ�������
�������ڽ����ŷ�ϵͳ��Ӧ�ٶȸ��죬�Լ�ESTIC�����˸߾��ȴ���������Ŀ�ѧ��ƣ�ѡ�������µ�32-bit CPU���������˴����ٶȣ�0.5ms����ʹ�þ��ȷ��汣֤�ˣ�
Ť�ؿ��ƾ���3��/�֡�2%��
�Ƕȿ��ƾ��ȡܡ�1�㡣
ѡ����ESTIC�����͵Ĺ��ߵ�Ԫϵͳ��ENRZϵ�У�������С�ɺͽṹ���գ�������������30%������ռ䡣ͬʱӦ���˸�ǿ�ȼ��ٳ��֣��ϸ�����ISO9593����������ϵ���Լ���������ơ����պͲ��ϵĸĽ����Ӷ�ʹESTIC��š��ϵͳ���������ߣ�
š��ϵͳ��������200���ѭ��
��ע����ʹ�������ڣ��ɱ�֤��ʹ�þ��ȣ�
6��Ť�ع���������ͳ�Ʒ�����ENRZ-PC40��DATA LOGGER��
Ӧ��Window95��98��2000��NT����ϵͳ���С��ա�Ӣ�IJ�������
���̽�����
š��������
���Ʋ����趨
Ť��������ʾ
I/O���
ϵͳ���
Ť�����ݼ�¼���洢�������������ȴ�
7��HMI DISPLAY UNIT ENRZ-DP40�����Ἧ�й�����
�����趨����
š��������
Ť��������ʾ
š�������ʾ�ͼ�¼
ϵͳ�����ͼ�¼
I/O���
���Ἧ�й������ƣ�BYPASS��
���Թ���
��Ȩ���� Copyright©2010-2013�Ϻ�����ŵ��ҵ�豸����˾�������ţ���ICP��13010596��-2

